Malt plant
- Agriculture
- Our Elevators
- Our Certificates
- Our Diplomas
- Organic certification
- European Certification
- Halal Certification
- Wheat - Wheat flour - Mills
- Buckwheat - Buckwheat flour
- Linen Seeds
- Corn – Сorn flour
- Oats – Oat flour
- Rye – Rye flour
- Barley – Barley flour
- Sunflower seed
- Chickpeas, Peas – Pea flour
- Beans
- Soybean seeds
- Pumpkin seeds
- Rape seeds
- Sugar beet pulp
- Beer pellets
- Meal for animal feed
- Production plant L-lysine, Gluten, Alcohol, DDGS, CO2
- Sugar Factory
- Oil Extraction Factory
- Rice Processing Plant
- Milk Powder Production Plant
- Meat Processing Plants
- Fruit Storages
- Bioproducts Plant
- Malt plant
- Cheese production plant
- Aquaculture feed production plant
- Cold Storage and Meat Processing Plants
- Cattle - meat beef
- Pig breed - Pork meat
- Sheep breeds - lamb meat
- Poultry meat
- Chicken egg
- Quail
- African chicken, cisar hen
- Geese meat
- Our beegarden
- Honey
- Bee products
- Gardens
- Containers, packaging and calibration
- Factory for the production of juices and tomato paste.
- Quince
- Pear
- Peaches
- Plum
- Cherry
- Apples
- Apricot
- Berries
- Grape
- Figs
- Mulberry
- Nuts
- Almond
- Watermelon cultivation technology
- Melons
- Transportation
News



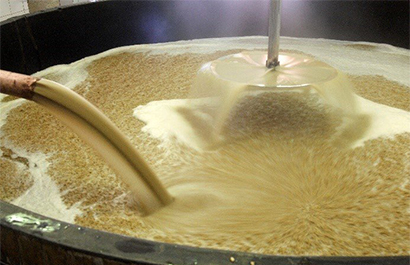
Malt plant
Malt is not only the main ingredient in brewing, distilling, whiskey, etc. It is also a natural dough improver, and it is also used in distilling and kvass production. Malt is obtained by malting grain. First, the seeds of cereal crops are soaked so that the necessary chemical and enzymatic processes are activated inside the seed. The substance diastase is especially important, which converts starch into sugars (maltose). Maltose in combination with yeast gives the fermentation of the product.
After soaking, the grain is germinated, the sprouts are removed, and then it is dried and the malt is left to settle and packaged.
Types of malt
According to the type of grain, it is divided into barley, rye, wheat, oat, and buckwheat.
Based on production features, rye malt is divided into fermented and unfermented.
— Fermented (red) is subjected to thermal action. It is used as a raw material for the production of rye bread, the aroma of rye crust. This taste is very recognizable. Red malt is added to many types of brewed bread and kvass. It is added to beer for a pleasant bread flavor.
— Unfermented (white) is used to enrich the dough with useful substances. White okroshka kvass is also brewed with it, and beer made with such malt will have a distinct bread flavor.
Barley malt is differentiated by the degree of roasting. This is more relevant for brewing, because each style of beer requires its own degree of roasting:
- Light Pils malt.
- Roasted malt: Vienna, Munich, melanoid.
- Caramel malt 20-1400 EBC.
- Smoked malt 4 EBC.
- Roasted — 20 EBC - 1400 EBC.
To give the beer a more complex taste, several types of malt of different roasts are used.
To get all the benefits from using malt, you need to choose a quality product. For 2 years now, the company ""BITimpex Anstalt LTD"" under the brand ""BITimpex"" has been producing high-quality malt. We are constantly improving production and closely monitoring the quality of the product. In our assortment you will find more than 20 varieties of malt with a color from 20 to 1400 units, including barley malts, buckwheat, wheat and oat malts.
The quality of the products is confirmed by international quality marks of ISO, EAC, LGC, VLB Berlin, as well as medals and certificates of national competitions for manufacturers.
Types of malt
Light Pilsner malt
New varieties of barley have a tendency to excessive dissolution, and therefore in this case, during malting, they try to achieve less deep dissolution. In this case, they achieve the following indicators: - color 2.5-3.5 units of EBC; - extractivity for coarse and fine flour 1.7-2.0%, and other indicators.
Dark malt (Munich type)
To produce dark malt, the process is carried out in such a way that the maximum amount of Maillard reaction products (melanoidins) are formed, which give dark malt its characteristic aroma. Such measures include: - processing barley with a high protein content; - intensive germination at a temperature of 18-20 ° C; - a high degree of soaking, and other measures.
The basis for creating the character of dark beer is malt with a color of 15 EBC units. Malt with 25 EBC units is added to the mash in an amount of 25-40% to enhance the aroma. This is especially important when using accelerated mashing methods.
Dark Munich-type malt is used in quantities of up to 85% to highlight the typical character of dark beers, special types of “festive” beers and strong beers.
Dark Vienna malt
Vienna malt is used to correct malt that is too light and processed for the production of "golden" beer, and also to increase the fullness of taste.
To do this: - a steeping degree of 44-46% is achieved, - the malt is dissolved normally, without excessive dissolution, - the malt is dried at 90°C, thereby achieving a color of 5.5-6.0 EBC units.
Viennese malt is used primarily for the production of beer of the Herzen, Prazdnichnoe and Domashnee (Hausbraubier) types.
Caramel malt
Previously, dried malt was used to produce caramel malt, which was brought to a moisture content of 44% by repeated moistening. Currently, freshly sprouted malt with a moisture content of 45-50% is used for this purpose. In this case, the temperature in the bed is increased to 50°C during the last 30-36 hours to carry out deep splitting processes with the help of enzymes and thereby form low-molecular hydrolysis products of proteins and sugars.
The caramel malt is then saccharified in drum roasters for 90 minutes at a temperature of 60 to 80°C. Further processing varies for different types of caramel malt: - "transparent-light" caramel malt "Carapils" is only dried at the end; - light caramel malt is processed like dark caramel malt, but not for as long and not as intensively; - dark caramel malt is heated to 150-180°C in about 60 minutes with rapid removal of the resulting water vapor and maintained at this temperature for 1 to 2 hours to caramelize the malt components.
The malt is then removed from the drum and cooled quickly and evenly, ensuring that even at 6% moisture the grain contents remain soft.
Due to differences in production technology, these varieties of caramel malt have different properties and are used in different ways, for example: "Carapils"
When added to the mash in the amount of 8-12%, it gives a light color, better foam and increased fullness of taste. Its color is 3-5 units of EBC, and it is used to make Pilsner-type beer in the amount of 3-5%. For low-alcohol and non-alcoholic beer, it is added in the amount of up to 40%.
Light caramel malt
has a color of 25-30 units of EBC and is used primarily for light beer to enhance the fullness of taste, enhance the malt aroma and to obtain a more saturated color. It is added to obtain light and "festive" beer in the amount of 10-15%, for light beer, for low-alcohol and non-alcoholic beer - up to 40%. Dark caramel malt
produced with different color - from 80 to 150 units of EBC. It significantly affects the enhancement of the fullness of taste, enhancement of the malt aroma and the production of a rich color of beer. This malt is used for the preparation of dark beer in the amount of 5-10%, and up to 2.5% - for light beer.
Stewed malt
The costs of preparing simmered malt are somewhat higher than those of ordinary malt. The following materials are usually used for its preparation: — barley, which is germinated in the same way as for preparing dark malt; — with a moisture content of 48%; — exposed to temperatures from 40 to 50°C during the last 36 hours; — for which purpose the height of the malt layer on the bed was previously raised to 1.5 m, covered with a tarpaulin, or freshly sprouted malt was placed in a Kropf chamber with periodic small purges of slightly heated air; in any case, respiration should be suppressed, due to which the growth of the embryo stops, and the enzymes continue to work; at elevated temperatures, low-molecular products in the form of sugars and amino acids are formed; — withering is carried out in different ways, but basically the process consists of continuing the "simmering" of freshly sprouted malt; — drying is carried out for 3-4 hours at a temperature of 80-90°C.
The colour of the simmered malt is 30-40 units of EBC. It is used: - in quantities up to 50% together with light or dark malt, - to improve the aroma of dark malt in quantities up to 25%, - to replace colouring malt or colouring for the production of special types of beer such as “malt” (Malzbier) or “old” (Altbier).
Roasted malt
To obtain very dark beer, small additions of roasted malt are often used. It should not be added more than 1%, since otherwise the beer will very quickly acquire an unpleasant burnt taste.
To produce roasted malt, the following is used: — very well dissolved light dry malt, for which in this case a slightly higher color is allowed; — the humidity in the roasting drum is uniformly increased by 5% at 70°C without draft; — after 2 hours, they move on to the actual roasting process, which continues for 1.5 hours at temperatures of 175-200°C. In this case, caramel substances and other products of the high-temperature processing are formed; — finally, the malt is quickly and uniformly cooled. The color of roasted malt is from 1300 to 2500 EBC units.
To eliminate the burnt taste of roasted malt, water is injected during roasting to remove the volatile components of the "burnt" aroma with the resulting steam. In some specialty beers (e.g. "Stout"), the aroma of burnt malt is, on the contrary, desirable. For top-fermented beer, wheat roasted malt is used, produced in a similar way, and for old or dark beer it is added in an amount of up to 1%.
Sour malt
In the simplest case, sour malt is made from light dry malt. At a temperature of 40-50°C, it is soaked in clean water and kept until the malt's lactic acid bacteria form about 1% lactic acid. Then the malt is carefully dried first at 50°C, and then at 60°C, thus increasing the concentration of lactic acid in the malt to 2-4%.
By using acid malt, the pH of the mash is lowered.
Nowadays, however, acidification is carried out more reliably and quickly by means of biological acidification in the brewhouse.
Sour malt is used to prepare some types of special beer, for example: - in light beer, it is possible to increase the fullness of taste and obtain particularly soft tones, especially in combination with hard water for preparing the mash. In this case, it is necessary to add this malt in an amount of 6-9% of the total mash; - in non-alcoholic beer, the fermentation of which should be suppressed, sour malt is used to obtain a pleasant malt taste. However, in order to approach the pH value of 4.5, a large amount of it or special biological acidification is required; - in beer of the "malt" type (Malzbier), sour malt is used to lower the pH.
Short-rotation malt
These types of malt are those that are distinguished by a significantly reduced germination time and the resulting disadvantages of highly under-diluted malts (problems with filtering the mash and beer, etc.). They are used quite rarely in cases where their advantages need to be used, namely where an improvement in foam stability, a decrease in the fullness of the taste and a weakly expressed malt taste and aroma are required.
When preparing them, proceed in the same way as when producing light malt, interrupting germination earlier, as soon as the malt has hatched. - after two days (with losses of 1.5-2.5%); - for short-germination malt - after 3-4 days (with losses of 4.5-5%).
Wheat malt
Wheat malt is used to produce wheat beer and other types of top-fermented beer, such as Cologne. In the past, great efforts were made to select and cultivate special wheat varieties suitable for brewing to achieve the best results. Since intensive methods of malting wheat should be avoided in view of the sensory properties of beer, varieties with low protein solubility and reduced viscosity are now increasingly being used. Unlike barley, wheat grain is characterized primarily by the absence of a husk and a high protein content, which in some cases can lead to problems in beer production. Due to the absence of a husk, the grain absorbs water very quickly, so the soaking time can be reduced. Wheat is soaked to a moisture content of 37-38%, but the moisture content should continue to increase to a maximum of 44-46% during the seven days of soaking and germination. Germination is carried out in the same way as barley, but it should be taken into account that wheat is more difficult to process. <…>
Withering begins at a temperature of 40°C and ends at 60°C. By drying at different temperatures, the following is obtained: — light wheat malt, which is dried very quickly to avoid strong coloration (its color is 3-4 EBC units). Light wheat malt produces a fine, sparkling beer, typical of top-fermented beer and distinguished by its wheat aroma; — dark wheat malt, which is dried at 100-110°C, which achieves a color of 15-17 EBC units. Dark wheat malt is used primarily to produce dark wheat beer (dunkeles Weizenbier), "old" beer (Altbier) and dark low-alcohol beer.
The composition of the malt mash, which consists of special varieties of malt, is a commercial secret of each enterprise. To obtain the desired character of beer, the malt mash is carefully checked and weighed.
Rye malt
Rye is difficult to malt because of its high pentosan content. Therefore, rye malts have increased viscosity. Rye is steeped somewhat less intensively than barley, to a steeping degree of less than 40%; the steeping and germination time is about 7 days.
Rye malt is usually darker than wheat malt. When dried as dark malt, the beer made from it has a distinct bread or crusty flavor. Rye beer is only locally common, but rye malt can be used to make specialty beers, as it gives the beer a unique flavor profile.